起重机车轮主要运用于门方式起重机、桥式起重机、矿山机械等。常用车轮锻件材质:60#、65Mn、42CrMo。
起重机车轮打孔的基本方法有以下几点:
一、冲子打孔:这种方法是在坯料上用小冲子先冲一个孔,再用较大的冲子冲一下,可将孔冲大一些,逐步将孔冲到客户要求的尺寸,多用在孔径在300mm以内的孔。

二、劈缝打孔:在坯料上先冲出两个小孔后,把两孔间的金属剁开,用冲子张开切口再打孔,以达到锻件要求的尺寸。这种方法用于锻造大孔径薄壁锻件或锻造外形是不规则的带孔薄壁锻件。
三、芯棒(马杠)打孔:是将芯棒穿入已冲过孔的材料,并控制到马架上,在锻造中边锤击边转动边送进坯料,使坯料沿圆周在芯棒和上砧间反复受到锻订被延伸,直到内径达到客户要求尺寸为止。
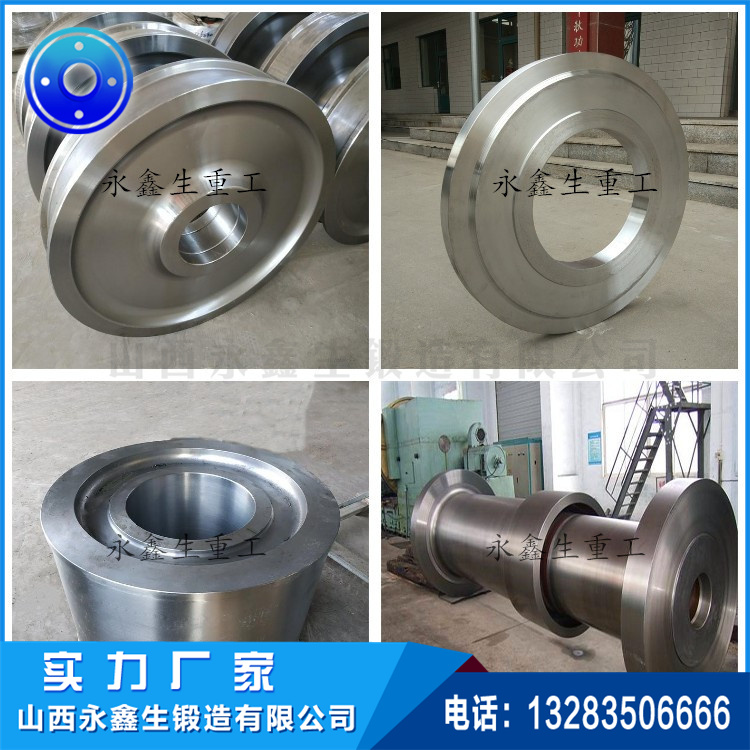
起重机车轮作为冶金行业安全、正常生产必不可少的关键和重要设备,其工作的可靠性、安全性、***性一直受到人们的高度重视,但受传统冶金工艺的制约,改革开放前的三十年国内起重机车轮基本是在原苏联的模式下做一些小型的改进和发展。随着改革开放的不断深入,大量国外***技术的引入,现代起重机车轮也发生了较大的变化。
山西永鑫生重工股份有限公司,是一家拥有三十年精工锻造经验的企业。多年来专注于锻造各类金属制品,在锻造加工领域,始终秉持专业、精细的原则,为客户提供高品质的产品。

