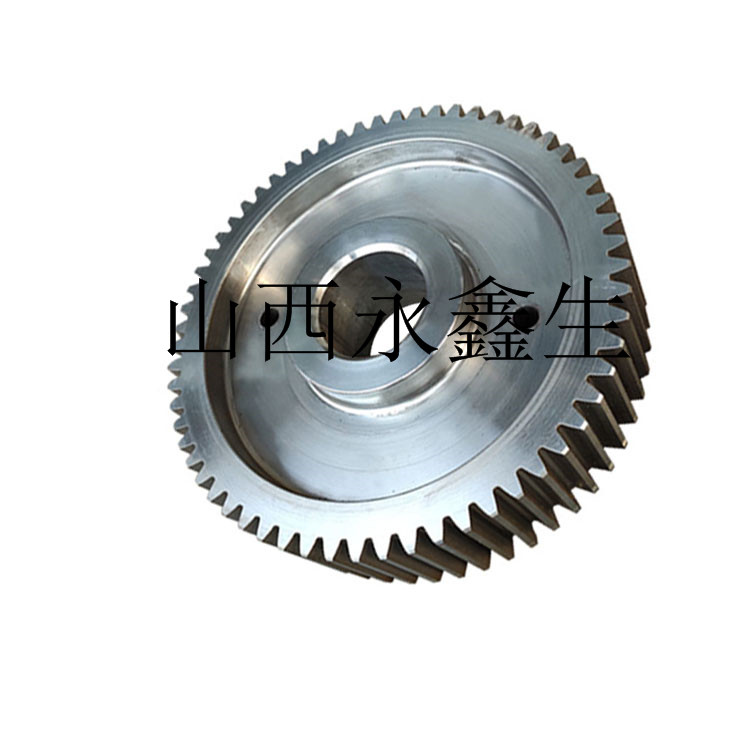
大型混合机上的齿轮是一个典型的焊接结构件,齿轮材料采用42CrMo,轮毂采用35钢,中间轮毂采用Q345(16Mn)。该结构具有拘束度大、材料的焊接性差特点,齿轮锻件焊接的技术关键是解决42CrMo合金钢的焊接问题,针对42OM0与Q345的焊接性及齿轮结构特点,计算出焊前预热温度选择焊接材料,是保证齿轮焊接的关键。
42CrMo具有较强的淬硬倾向,根据它的化学成分,按碳当量公式计算得出42CrMo的碳当量Ce =0. 90%,焊接性很差。合金钢焊接的主要问题是产生冷裂纹。依据焊接裂纹的产生机理:主要是焊缝金属中氢的含量,焊接接头中的残余应力和焊接缺陷的存在及钢材淬硬倾向。42CrMo的淬硬倾向较大,在焊接热影响区容易产生淬硬组织,另外齿轮结构拘束应力也较大, 所以必须采取合理的焊接工艺,避免产生淬硬组织,增强接头及焊接热影响区的韧性;减少焊接应力,防止产生焊接冷裂纹。所以齿轮锻件的焊接工艺方法:
(1)预热温度由于42CrMo的淬硬倾向,焊缝热影响区容易产生淬硬组织,而焊缝的热影响区的硬度与冷却速度成正比,所以为避免焊缝及热影响区产生淬硬组织,减缓焊缝的冷却速度,防止裂纹的产生,采取焊前预热是非常重要的。根据综合碳当量CT公式,计算出焊接预热温度。计算得出CT = 1.125 25;预热温度:T„ = 327. 0°C。考虑齿轮结构拘束应力较大,***终确定42CrMo与Q345焊接的预热温度为350°C.
(2)焊接材料根据材料的力学性能要求,结合合金钢产生冷裂纹的倾向较大的特点,焊接过程中应严格控制焊接材料中氢的来源,并采用低匹配的焊接材料选用低氢型焊条J507,焊前350T烘干2h,烘干后的焊条必须放在保温筒里,随用随取,并在1 ~4h内使用。
(3)焊接工艺焊接热输人不仅影响焊接热影响区的性能,也影响焊缝金属的性能,而焊接技术则影响着焊缝的质量和焊接变形。为了获得焊接接头的综合强铺性,避免过大的焊接热输人,采取小3. 2mm的焊条封底焊接,要采用低弧、多层窄道焊缝,不允许横向摆动焊接,并保证层间温度不低于预热温度,以保证使焊接热影响区和焊缝金属有较好的韧性,防止产生焊接裂纹。

(4)焊后热处理齿轮焊接后要立即进行焊后热处理,避免焊缝及热影响区产生淬硬组织,改善接头组织的韧性焊后热处理有两个目的:①改善焊接接头的组 织性能和应力状态,降低焊缝和近缝区的含氢量, 从而有效地提高焊缝抗裂纹性能。②由于齿轮在焊 接后要进行精加工,通过焊后热处理减少和消除焊 接应力,以保证结构尺寸的稳定性。由于采用了合理的焊接工艺,在42CrMo合金钢齿轮锻件焊接过程中,有效地防止了裂纹的产生。
42CrMo合金钢齿轮锻件的焊接,必须选择合适的预热温度,控制焊接过程中的层间温度,选用低氢型焊条,严格控制焊接材料中氢的含量,正确运用焊接技术,采取焊后热处理,可以提高焊接接头的综合强韧性,防止产生焊接裂纹。